






激光汽化切割:

利用高能量密度的激光束加热工件,使温度迅速上升,在非常短的时间内达到材料的沸点,材料开始汽化,形成蒸气。这些蒸气的喷出速度很大,在蒸气喷出的同时,在材料上形成切口。材料的汽化热一般很大,所以激光汽化切割时需要很大的功率和功率密度。激光汽化切割多用于极薄金属材料和非金属材料(如纸、布、木材、塑料和橡皮等)的切割。
激光切割加工中功率CO2激光器用途

CO2激光器用途,在塑胶切割方面,以很快的速度完成形状极为复杂的部件切割,同时不会产生应力和使工件发生形变是塑胶CO2激光切割的主要优点.更大的优势体现在热塑性材料方面,可以得到其他切割方法难以得到的光滑的切割面.在切割聚酯和聚碳酸酯类材料时也有很好的体现.CO2激光切割设备可以对厚达20毫米的人工合成或天然橡胶进行切割.
在玻璃切割方面,使用金刚石砂轮和高硬度金属轮的机械加工方法是传统的玻璃和玻璃制品的切割方式,它大的缺点是需要对加工后的边缘进行再处理,材料上残存不对称边缘应力,有残留碎屑、微小裂痕、缘不平滑等,所带来的降低产量等问题.
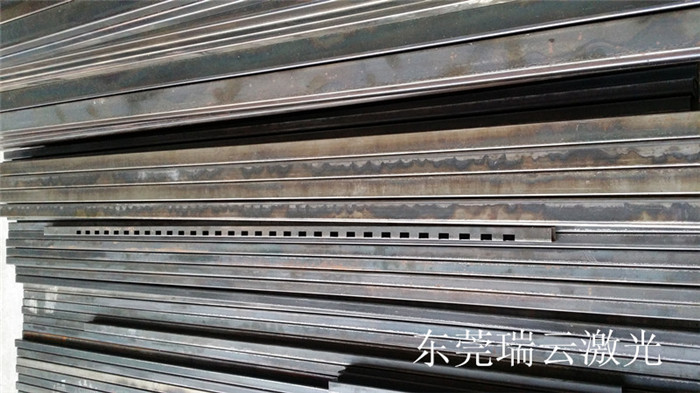
在石油筛缝管切割方面,它广泛应用于石油.为了挡住泥沙进入抽油泵,在壁厚为6~9mm的合金钢管上切出小于0.3m宽的均匀切缝,起割穿孔处小孔直径不能大于0.3mm.
LCD产业玻璃基板切割方面,激光加工对于彩色滤光片、液晶、ITO导电玻璃等加工质量,加工边缘强度高,使用范围广,并可在一步内完成全部的加工任务.
光纤激光切割在排版时需要注意的问题

拐角熔化:当减速切割薄钢板的拐角时,激光会因产生过热而熔化拐角。在拐角处生成小半径,以保持激光的高速切割,避免在切割拐角时出现钢板过热熔化现象,从而获得良好的切割品质,并减少切割时间,提高生产力。
零件间距:一般情况下切割厚板和热板,零件间间距要大,因为厚板热板热量影响较大,在切割拐角尖角和小图形时候,容易烧边,影响切割质量。
引线设置:在切割较厚板过程中,为了使割缝衔接良好,防止始端和终点,常常在切割开始和结束处各引一段过渡线,分别称作引线和尾线。引线和尾线对工件本身是没有用的,因此要安排在工件范围之外,同时注意不能将引线设置在尖角等不易散热处。引线与割缝的连接尽量采用圆弧过渡,使机器运动平稳并避免转角停顿造成的。